Продам Листогиб для изготовления кузовных порогов. Листогиб для порогов своими руками
Продам Листогиб для изготовления кузовных порогов. Листогиб для порогов своими руками
Из листового металла делают немало изделий — водосточные системы, фасонные детали для обшивки кровли, крытой профнастилом или металлочерепицей, отливы для цоколя, углы для сооружений из профлиста и т.д. Все это может сделать специальный гибочный станок — для листового металла. Как сделать листогиб своими руками и поговорим в этой статье.
Виды листогибов
Есть три вида листогибочных станков:
- Простые ручные, гибка металла в которых происходит при приложении силы в определенном месте. Эти агрегаты дают возможность изогнуть листовой материал по прямой под любым углом — от нескольких градусов до почти 360°.
Для гибки листового металла
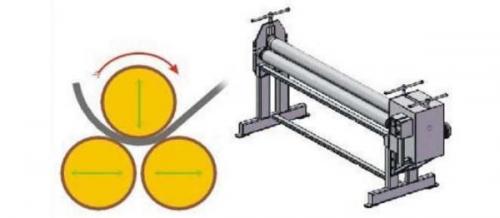
Для получения радиального изгиба металлического листа
Все эти устройства относят к листогибочным станкам. Своими руками сделать проще всего агрегат первой группы, чуть сложнее — третьей (вальцы для листового металла). Вот о них и поговорим — от том как сделать листогиб своими руками.
Простые ручные
Фасонные детали из металла стоят немалых денег. Даже больше чем профнастил или металлочерепица, потому имеет смысл сделать простейший станок для гибки листового металла, а с его помощью изготовить столько углов, отливов и других подобных деталей, сколько вам нужно, причем исключительно под свои размеры.
Если волнуетесь насчет внешнего вида, то зря. В продаже сегодня есть листовой металл не только оцинкованный, но и окрашенный. Во всех конструкциях фиксируется лист плотно, так что при работе не скользит по столу, а значит, краска не стирается и не царапается. В местах изгиба она тоже не повреждается. Так что вид у изделий будет вполне приличный. Если постараться, так выглядеть будут даже лучше, чем то что продают на рынке.
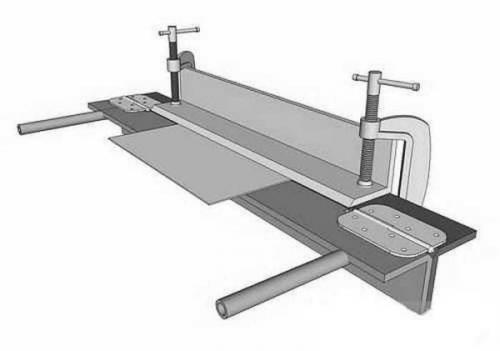
Мощный листогиб из тавров
Для этого листогибочного станка потребуется ровная поверхность (стол), желательно металлическая, три уголка с шириной полки не менее 45 мм, толщиной металла не менее 3 мм. Если планируете гнуть длинные заготовки (более метра), желательно и полки брать шире, и металл толще. Можно использовать тавры, но это — для гибки листов металла большой толщины и длины.
Еще понадобятся металлические дверные петли (две штуки), два винта большого диаметра (10-20 мм), «барашки» на них, пружина. Еще нужен будет сварочный аппарат — приварить петли и сделать отверстия (или дрель со сверлом по металлу).
Для самодельного листогиба был использован тавр на 70 мм — три куска по 2,5 м, два болта 20 мм диаметром, небольшой кусок металла толщиной 5 мм (для вырезания укосин), пружина. Вот порядок действий:
- Два тавра складывают, с двух концов вырезают в них под петли выемки. Края выемок скашивают под 45°. Третий тавр обрезают точно также, только глубину выемки делают немного больше — это будет прижимная планка, так что она должна ходить свободно.

Вырезаем выемки под петли

Хорошо провариваем петли





К шляпке болта приварить отрезки арматуры

Самодельный листогиб в процессе работы
Этот вариант очень мощный — можно гнуть длинные заготовки и лист солидной толщины. Не всегда такие масштабы востребованы, но уменьшить можно всегда. В видео предложена похожая конструкция меньшего размера, но с другим креплением прижимной планки. Кстати, никто не мешает на винт тоже установить пружину — проще будет поднимать планку. А интересна эта конструкция тем, что можно на ней делать отбортовку, что обычно такие устройства не умеют.
Из уголка с прижимной планкой другого типа
Эта модель сварена из толстостенного уголка, станина сделана как обычный строительный козел, который сварен из того же уголка. Ручка — от багажной тележки. Интересная конструкция винтов — они длинные, ручка изогнута в виде буквы «Г». Удобно откручивать/закручивать.

Небольшой ручной листогиб для самостоятельного изготовления
В данном самодельном станке для гибки листового металла есть много особенностей:
- Уголки расположены не полочками друг к другу, а направлены в одну сторону. Из-за этого крепление петли получается не самым удобным, но сделать можно.


Изготовление порогов своими руками. Пороги из трубы для авто своими руками
Пороги для автомобиля – это очень важная деталь, несмотря на ее компактность. Для чего они нужны? Во-первых, это делает удобным захождение в авто. Достаточно встать на порог, что позволяет не крутиться вокруг двери. Во-вторых, это стильный внешний вид. Пороги украсят любой автомобиль, станут стильной деталью, привлекающей к себе внимание. В-третьих, это защита от различных повреждений. Пороги позволяют защитить кузов от мелких камешков, во время небольших столкновений они принимают весь удар на себя, что также бережет авто от повреждений.

Как сделать пороги на авто?
Приобрести их можно в магазине. Пороги можно монтировать своими руками. Выполняются они обычно из труб, на которых сделаны плоские участки для максимального удобства. Плоские зоны покрыты материалом, препятствующим скольжению. Таким образом, вход в салон автомобиля будет удобным и безопасным. Встречаются и другие типы порогов: в виде подножки, зафиксированной к трубе, с проступью для максимального комфорта.

Дополнительные пороги (подножки) можно выполнить своими руками из труб. Этот вариант выгоден по нескольким причинам. Во-первых, пороги, продающиеся в магазинах, могут не устраивать человека, и в этом случае проще выполнить их самостоятельно. Во-вторых, такая продукция может быть недостаточно надежной, крепление деталей зачастую не устраивает владельцев автомобиля своей слабостью. В-третьих, стоимость магазинных порогов может быть сильно завышена. Качество их может просто не соответствовать цене.

Для чего нужны дополнительные пороги? Они дополнительно облегчают вход в автомобиль. Особенно актуальна эта деталь тогда, когда в авто часто ездят пожилые люди и дети, ведь зачастую им сложно забираться в машину. Кроме того, подножки облегчают очистку обуви перед заходом в авто, что позволяет не заносить грязь в салон.
Как выполнить пороги
В первую очередь, перед изготовлением конструкции из трубы своими руками, рекомендуем вам просмотреть обучающий материал: фото,

Для конструкции потребуется 2 трубы. Диаметр их определяется в зависимости от потребностей. Оптимальный вариант – 50 мм. Их следует примерить и подрезать. Порог выполняется в форме буквы С, однако это вариативно, в зависимости от модели машины. Для подножки потребуется рифленое железо.

Затем следует приступить к установке. От трубы квадратной формы размером 70 мм следует вырезать 4 детали. Каждая деталь фиксируется на болты снизу подножек авто. К этим деталям, посредством сварки, привариваются пороги. Сделать конструкцию более надежной можно при помощи косынок.

Трубы, для эстетики, можно окрасить черной нитрой. В итоге получается крепкая и надежная конструкция, выдерживающая большие нагрузки и обладающая высоким сроком службы. Сколько времени уходит на работу? Все зависит от ваших умений. В среднем, на изготовление конструкции из трубы уходит полдня. Много времени отнимают всевозможные примерки и замеры.
Однако комфорт стоит всех этих усилий. Тем более, для работы потребуется самый минимум материалов.
Штамповка кузовных деталей. Что собой представляет листовая штамповка
Говоря о штамповке деталей, изготовленных из листового металла, имеют в виду технологическую операцию, при выполнении которой на заготовку оказывается значительное давление. Под воздействием такого давления заготовка деформируется, приобретает требуемую конфигурацию и размеры.
Использовать такую операцию (правда, в значительно упрощенном виде) начали еще наши далекие предки. Именно при помощи воздействия на металл давлением они изготавливали сельскохозяйственные орудия, оружие, предметы домашнего обихода и различные украшения.
Современный пресс для штамповки кузовных деталей
Активное развитие штамповка как технология производства изделий из листового металла получила в конце XIX века. Именно в тот период (начиная с 1850-х годов) данная технология активно совершенствовалась, а для ее реализации специалисты создали мощное оборудование. Штампованные детали, которые в то время можно было уже производить серийно, отличались достойным качеством и обладали хорошими эксплуатационными характеристиками.
На совершенно новый уровень развития как горячая, так и холодная штамповка вышла уже в начале XX века. Именно благодаря совершенствованию технологии штамповки листового металла стал возможен серийный выпуск автомобилей, для которых с помощью данного метода производились кузовные детали. Начиная с 1930-х годов данную технологию начали активно применять предприятия, работающие в авиа- и судостроительной отрасли, а чуть позже (спустя всего пару десятков лет) при помощи штамповки стали производить детали космических аппаратов.
Высокая популярность, которую штамповка завоевала за относительно долгий период своего развития, объясняется возможностями:
- производства изделий различных геометрических форм и размеров, качество и точность изготовления которых позволяют сразу использовать их по прямому назначению;
- полной механизации и автоматизации производственных процессов, что достигается, в частности, путем оснащения производства роторно-конвейерным оборудованием для штамповки листового металла;
- серийного производства изделий, геометрические параметры которых отличаются особо высокой точностью (такие изделия могут быть легко заменены друг на друга, если в этом возникает необходимость).
Холодная штамповка на гидравлическом прессе
Использование такой технологической операции, как объемная штамповка, позволяет превратить металлический лист в геометрически сложное и небольшое по массе изделие, прочностные характеристики которого находятся на высоком уровне. Применение методов штамповки деталей из листового металла позволяет изготавливать как очень массивные изделия, используемые при производстве машиностроительной продукции, водных и воздушных судов, так и миниатюрные детали для электронных устройств и часовых механизмов.
Горячая и холодная штамповка часто используется в качестве подготовительной операции. Например, по таким технологиям производят детали, которые затем обрабатываются другими методами – сваркой, резкой и др.