Листогибочный станок или листогиб своими руками. Как сделать листогиб: виды оборудования и несколько вариантов сборки
- Листогибочный станок или листогиб своими руками. Как сделать листогиб: виды оборудования и несколько вариантов сборки
- Мощный листогиб своими руками. Как выбрать листогиб?
- Листогиб 2 метра своими руками. Мощный листогиб из тавров
- Листогиб своими руками из рельсы. Схемы и назначение
- Листогиб своими руками: чертежи и описание, как сделать. Ша. Основные сведения об листогибочном прессе
- Листогиб своими руками из двух уголков. Последовательность действий
- Сегментный листогиб своими руками. Технические возможности ручных сегментных листогибов
- Листогиб своими руками из профильной трубы. Устройство гибочного станка
Листогибочный станок или листогиб своими руками. Как сделать листогиб: виды оборудования и несколько вариантов сборки
8 мин.
Инструменты
Листовой металл — материал востребованный. При строительстве дома его используют для создания водостоков, фасонных элементов кровли, отливов для защиты цоколя и т. д. Для изготовления всех этих конструкций необходимо сгибать заготовку, но чтобы сделать безукоризненную деталь, мастерам необходимо специальное оборудование — листогибочный станок. Пока немногие хозяева задумываются о возможности самостоятельного изготовления такой конструкции для своих нужд. Однако устройство даст возможность сгибать материал быстро и качественно, оно надежно, к тому же не отличается суперсложностью изготовления. Если хозяин планирует проводить подобные работы, то он может узнать, как сделать листогиб самостоятельно. Задача эта вполне реальна, материалы для создания станка найдутся в любом хозяйстве, а если их нет, то покупка не станет разорением.
Целесообразно ли самостоятельное изготовление?

Однако прежде чем приступать к изучению конструкции и ответа на вопрос о том, как сделать листогиб, нужно понять имеет ли смысл затевать эту «авантюру». И в этом случае главным аргументом «за» становится цена станков фабричного производства.
Даже за простейшие ручные модели придется отдать от 4 десятков тысяч рублей, а более качественные станки потребуют «расставания» с несколькими сотнями. Поэтому задумываются о такой покупке только те хозяева, которые уверены, что листогиб окупится уже в скором времени. Для тех мастеров, кто планирует проводить работы нечасто, а время от времени, единственный логичный вариант — самостоятельное создание станка.

Если сомнения насчет самостоятельного создания гибочного оборудования еще остались, то развеять их быстро поможет разница в цене листового металла и гнутых конструкций из него. Хозяин, имеющий свой станок, сможет гарантировать серьезную экономию, поскольку себестоимость таких заготовок будет значительно ниже.
Самодельные листогибы не требуют больших затрат на материалы, они максимально просты в эксплуатации. Если говорить о недостатках таких конструкций, то к ним, в первую очередь, относится невысокая производительность. Однако для домашних работ этот минус не так важен.
Мощный листогиб своими руками. Как выбрать листогиб?
Для правильного выбора устройства для создания гнутых элементов из металлопрофиля стоит придерживаться следующих правил:
- Мастерам, которые занимаются жестяными работами и сборкой составляющих кровельных конструкций на постоянной основе, пригодится заводское устройство для гнутья металлических листов;
- Для периодического домашнего использования человеку, нуждающемуся в листогибочном станке, вполне подойдет простая конструкция, собранная из подручных материалов своими руками;
- Ручной станок для изготовления профилированного листа необходим работникам, профессионально занимающимся производством деталей для кровельных систем. Для данного класса мастеров наиболее оптимальным выбором станет профессиональное устройство, выделяющееся большей долговечностью и надежностью;
- Людям, что периодически берутся за заказы по сборке кровель, пригодится заг-машина и ручной листогиб.
Если вы планируете пользоваться самодельным листогибочным станком для работы на постоянном потоке, то приготовьтесь к тому, что в какой-то период времени ваш «цех» может приостановить свою деятельность на время по причине поломки. Связано это с тем, что домашние мастера, как правило, используют сталь для сборки листогиба, которая просто не выдерживает большой нагрузки!
Для менее интенсивного бытового использования же станок, собранный своими руками, годится как нельзя лучше, позволяя сэкономить часть средств и становясь отличным помощником в работе
Важно учитывать данный нюанс и не надеяться, что самодельный агрегат проявит чудеса производительности и выносливости!
Перед тем, как начать собирать листогибочный станок своими руками, рекомендуется не только тщательно ознакомиться с различными вариантами чертежей, но и просмотреть специальные видео. Вполне вероятно, что габариты описанного решения для кого-то окажутся чересчур мелкими, тогда можно присмотреться к моделям более крупного размера, которые уже не будут выступать в качестве мобильного устройства, становясь выбором в пользу частного цеха.
Листогиб 2 метра своими руками. Мощный листогиб из тавров
Для этого листогибочного станка потребуется ровная поверхность (стол), желательно металлическая, три уголка с шириной полки не менее 45 мм, толщиной металла не менее 3 мм. Если планируете гнуть длинные заготовки (более метра), желательно и полки брать шире, и металл толще. Можно использовать тавры, но это — для гибки листов металла большой толщины и длины.
Еще понадобятся металлические дверные петли (две штуки), два винта большого диаметра (10-20 мм), «барашки» на них, пружина. Еще нужен будет сварочный аппарат — приварить петли и сделать отверстия (или дрель со сверлом по металлу).
Для самодельного листогиба был использован тавр на 70 мм — три куска по 2,5 м, два болта 20 мм диаметром, небольшой кусок металла толщиной 5 мм (для вырезания укосин), пружина. Вот порядок действий:
- Два тавра складывают, с двух концов вырезают в них под петли выемки. Края выемок скашивают под 45°. Третий тавр обрезают точно также, только глубину выемки делают немного больше — это будет прижимная планка, так что она должна ходить свободно.

Вырезаем выемки под петли
- Приваривают петли с двух сторон (проварить с лица и с изнанки).
Хорошо провариваем петли
- К одному из тавров (дальнему от вас, если их «раскрыть») приваривают по две укосины с каждой стороны. Они нужны чтобы можно было установит на них болт-фиксатор прижимной планки.
Такие укосины
- К укосинам приварить гайку болта.
Привариваем гайку
- Установить прижимную планку (третий обрезанный тавр), в верхней части приварить металлические пластины с отверстием посредине. Диаметр отверстия — чуть больше чем диаметр болта. Отцентровать отверстия так, чтобы они находились с приваренной гайкой на одной вертикали. Приварить.
Центруем, привариваем
- Пружину отрезать с таким расчетом, чтобы она поднимала прижимную планку на 5-7 мм. Пропустить болт в «ухо» прижимной планки, надеть пружину, закрутить гайку. После того как установили такую же пружину с другой стороны прижимная планка при откручивании подымается сама.
Остались мелочи
- К шляпке винта приварить по два отрезка арматуры — в качестве ручек для закручивания.
К шляпке болта приварить отрезки арматуры
- К подвижному (ближнему к вам) тавру приварить ручку. Все, можно работать.








Листогиб своими руками из рельсы. Схемы и назначение
Листогиб – понятие довольно-таки общее. Устройство листогиба зависит то его назначения. Соответственно характеру работы и нужно выбрать схему самоделки, см. рис.

Схемы работы листогибочных станков различных типов
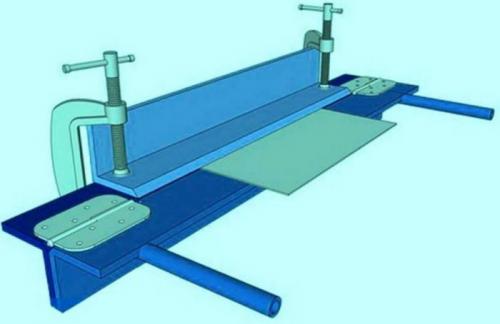
На поз. А – способ, знакомый каждому, кто хоть немного слесарничал. Так можно просто руками сгибать листы до 0,5 м шириной. Если длина гиба не более 200-250 мм, то основание можно не крепить к верстаку, а вместе с прижимной балкой и деталью зажать в тиски. Сгиб получается хорошим, если на траверсу налегать более внизу, как показано на эпюре усилий, и подавать чуть вперед, как бы выглаживая сгиб. На таком принципе основано большинство конструкций самодельных листогибов; мы туда еще доберемся.
Вследствие упругости металла согнуть лист точно под 90 градусов не получится, поэтому используют проставки из полоски металла, как показано на врезке. Почему на разрезе швеллеры, а не уголки? Далее рассмотрим и этот вопрос; элементарно простая на вид конструкция имеет существенные нюансы.
Поз. Б показывает, как работает листогибочный пресс. Пресс как пресс: станина-матрица-пуансон-гидравлика-удар-готово. Применяются такие только в промышленном производстве с развитой системой охраны труда: сложны, дороги, требуют квалифицированного ухода и чрезвычайно травмоопасны. Выскользнувший от неправильной заправки или неисправности оборудования лист способен отсечь человеку руку или голову.
На поз. В – протяжной (проходной) листогиб. Меняя взаимное расположение валков, можно задавать радиус изгиба листа. Проходной листогиб может быть как ручным, так и с электроприводом. Поступающие в широкую продажу, как правило, многофункциональны:
- Гладкие валки предназначены для жестяницких работ – выгибания заготовок обечаек кожухов, секций широких труб и т.п.
- Валки могут быть заменены на комплектные профилированные листогибочные вальцы, предназначенные для протяжки доборов кровли – коньков, ендов, водостоков и отбортовок.
- Также многие модели комплектуются опорой, прижимом и траверсой для ручной гибки листов.
Именно такие листогибы и продаются по $2000 или около того. Многие комплектуются, или потом можно докупить, фасонными вальцами для профнастила, но, как уже разобрано, «гнать вал» на продажу на них нельзя. Можно прокатать кусок, если вот сейчас нужно, а покупать целый лист смысла нет.
Листогиб своими руками: чертежи и описание, как сделать. Ша. Основные сведения об листогибочном прессе

Прежде чем вы начнете, хорошо иметь общее представление о том, как работают эти машины.
Что делает листогибочный пресс ? Он позволяет выполнять изгибы листового металла и толстого стального листа.
В том, как работает листогибочный пресс, нет ничего сложного. На эскизе вы можете увидеть основные компоненты.
- Основная рама - ядро вашей машины. По сути, это не что иное, как прямоугольник, сделанный из каких-либо массивных материалов. Из-за размера своего листогиба я добавил к нему несколько ножек и колес. Если ваш достаточно мал, вы можете оставить его настольным.
- Нижняя гибочная матрица - также называемая «v-образная матрица». Заготовка будет вдавлена в "v-образную матрицу" для создания изгиба.
- Верхний гибочный штамп - также называемый гибочным ножом. Гибочное лезвие будет давить на верхнюю часть заготовки и продавливать материал в «v-образную матрицу».
- Узел гибочного ножа - (как я его называю) - это просто узел, который удерживает вашу верхнюю гибочную матрицу. Он должен быть достаточно крепким, чтобы противостоять деформации при изгибе
- Гидравлические домкраты - мускулы вашей машины. Они создают силу, необходимую для изгиба. На моём листогибе установлено два домкрата, но в зависимости от требуемой мощности вам может понадобиться только один.
- Возвратные пружины - эти пружины будут тянуть узел гибочного ножа вверх после завершения изгиба. Пружины должны обладать достаточной силой, чтобы поднять вес вашего гибочного ножа в сборе.
Имейте в виду, что существуют и другие версии, которые работают иначе.
Листогиб своими руками из двух уголков. Последовательность действий
Отрезаем от подходящего по размеру равнополочного уголка два куска длиной по 500 мм.













Сегментный листогиб своими руками. Технические возможности ручных сегментных листогибов
Предлагаемые на рынке модели обеспечивают:
- гибку стальных тонколистовых изделий длиной до 1,5 м;
- гибку продукции из цветных металлов и сплавов (преимущественно алюминия и меди толщиной до 2,5 — 3 мм) длиной до 4 м;
- угол гиба 135 — 180°;
- возможность установки в станке предварительно загнутых кромок полуфабриката.
Точность гиба обеспечивается предварительной регулировкой зазоров в механизме поворота. Для повышения функциональности некоторые модели таких агрегатов снабжаются отрезным ножом роликового типа, при помощи которого можно выполнять ряд разделительных операций (например, разрезку).
Сегментный листогиб, выполненный своими руками, обычно не обладает полным набором вышеописанных функций. Обычно его изготавливают под определённые потребности производства. В частности, для снижения общих затрат производства, сегментный инструмент целесообразно сделать из обычной инструментальной стали марок У10 или У12. Более ограниченной является и номенклатура сегментов. Для немагнитных материалов прижим заготовки в процессе гибки осуществляется винтовым механизмом, для обработки стальных заготовок практичнее сделать магнитный прижим.
Исполнения данного вида оборудования различается также расположением сегментов: в большинстве моделей принято вертикальное размещение, однако встречается и наклонное. Выбор определяется удобством производства работ: в частности, при небольших по высоте матрицах можно размещать наборы гибочных сегментов вертикально, а при значительных ходах гибки удобнее наклонная компоновка.
Чаще всего ручной сегментный листогиб применяется для производства изделий типа коробок и крышек: поддонов, ограждающих кожухов, противней, корпусов вентиляционных устройств и т.п.

Листогиб своими руками из профильной трубы. Устройство гибочного станка
Перед изготовлением листогиба определитесь, какой толщины и структуры, а также сколько листов вам нужно согнуть, как именно они будут сгибаться. Это позволит выбрать схему, по которой прибор будет выпущен. Самый простой механизм позволяет гнуть листовую сталь посредством траверсы . Данное устройство легко согнёт лист с шириной не более полуметра, на 90 градусов, используя лишь силу рук мастера. Листовой металл закрепляется в станке с помощью струбцины или небольших тисков. Сгибание в выбранном месте осуществляется нажатием траверсы на него.
Чтобы получить прямой угол загиба, понадобится особый вкладыш в виде полоски металла или сплава, добавляющий сгибаемому листу упругости.

Усложнённое устройство – листогибочный пресс с сеткой и пуансоном в качестве исполнительного механизма. Лист металла или сплава кладётся на криволинейную или спрямлённую матрицу, а пуансон (сгибающий клин) прижимается к сгибаемому листу, придавая ему нужный узор сгиба. Такой станок чаще используется в металлообрабатывающем производстве, где сгибание листового железа поставлено на поток.

Самодельные листогибы в домашних условиях могут работать и с гидравлическим механизмом, роль которого выполняет, например, домкрат.
Для такого станка потребуется не менее двух одинаковых домкратов.
К тому же их работу нужно синхронизировать, что представляет собой дополнительную сложность по сравнению, например, с арматуротрубогибами.
Профессиональные листогибы изготавливаются на основе трёхвального механизма. В них лист металла проходит через управляемые валы. В результате радиус изгиба листа обретает отличающиеся при разных подходах значения.
Особое место занимают электромагнитные листогибы . Но самостоятельно сделать такой листогиб затруднительно. Его положительные качества – небольшие габариты, бесшумный процесс сгибания листов, высокая скорость. Работает такой листогиб за счёт электромагнитного поля, создаваемого между гнущей поверхностью и матрицей. Сгибатель свободно зафиксирован с помощью пружины, а сама матрица ставится под ним. Механизм подстраивается под форму сгибаемого листа. Под сгибателем (или в нём) размещён электромагнит, на который подаётся выпрямленное сетевое напряжение.
Матрица притягивается к сгибателю, и тот моментально гнёт вставленную заготовку. В таком устройстве может присутствовать и секторный сгибатель, позволяющий делать разноуровневые (составные) отбортовки.


Вальный листогиб используется, к примеру, при изготовлении одностенных дымоходов, где труба с круглым или овальным сечением имеет идеальные размеры. Если вальный механизм имеет определённый профиль, то он хорош для изготовления крышных водостоков, располагаемых по периметру.
При необходимости вальный листогиб укомплектовывается дополнительными листогибочными валами, позволяющими, к примеру, получить из ровного листа ступенчатое или волнистое железо.
Вальные станки часто оснащаются ножом, который дает возможность отрезать лист неподалёку от места сгибания.
У ручного листогиба рабочий ресурс чаще всего выбирают в следующих пределах:
- количество листов – не менее 1400;
- ширина листа – не более 2 м;
- угол сгиба – до 130 градусов.
Больший ресурс используется не при домашней, а при заказной работе.

