Тема гибки порогов и изготовления кузовных ремкомплектов. Изготовление порогов на авто
- Тема гибки порогов и изготовления кузовных ремкомплектов. Изготовление порогов на авто
- Листогиб для порогов своими руками
- Как штампуют кузовные детали. Штамповая оснастка
- Оборудование для изготовления кузовных деталей. Nissan создал универсального робота по производству кузовных деталей для старых машин
Тема гибки порогов и изготовления кузовных ремкомплектов. Изготовление порогов на авто
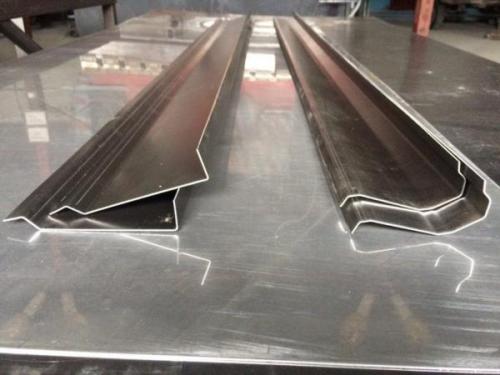
Съемные пороги, которые делались в условиях заводов или специальных фирм, в большинстве случаев размещены в салонах транспортных средств. Их называют верхней частью порогов.
Именно эта часть наиболее загрязняется, когда в автомобиль садятся или выходят пассажиры.
Если же на кузов что-нибудь воздействует, то верхняя часть порогов поддается механическим повреждениям.
Бывают съемными и нижние части порогов транспортного средства, они находятся снаружи машины.
Съемные пороги для защиты устанавливаются автовладельцами и для того, чтобы можно было защитить основные конструкции от разных повреждений: грязи, химических веществ, а также трещин.
В сети вы найдёте множество
Изготовление порогов на авто, а также их ремонт, можно сделать самостоятельно, не обращаясь за помощью к специалистам и не потратив лишние сбережения. Пороговая конструкция, довольно-таки, легко снимается. Чтобы выполнить такую работу, нет надобности использовать сварку. Достаточно будет приготовить рихтовку или вытяжку. Если всю работу по ремонту порогов сделать предельно аккуратно, то вам не понадобиться красить конструкцию. Защитные пороги являются съемными деталями, но, все-таки, это считается ремонт кузова.
Чтобы сделать ремонт порогов автомобиля, необходимо подготовить:
- верстак;
- наковаленки;
- киянку, а также все для рихтовки.
Если на пороге есть вмятина, ее необходимо устранять без особых усилий, так как можно нанести вред структуре металла, а также испортить лакокрасочное покрытие. Бывает, что металл порога начала разъедать коррозия. В таком случае, необходимо правильно оценить степень поражения.
Если разрушения незначительные, то можно просто вырезать часть с изъяном и наварить другую.
Но, бывает, что коррозия повредила большую часть, тогда лучше поставить новую конструкцию.
Листогиб для порогов своими руками
Из листового металла делают немало изделий — водосточные системы, фасонные детали для обшивки кровли, крытой профнастилом или металлочерепицей, отливы для цоколя, углы для сооружений из профлиста и т.д. Все это может сделать специальный гибочный станок — для листового металла. Как сделать листогиб своими руками и поговорим в этой статье.
Виды листогибов
Есть три вида листогибочных станков:
- Простые ручные, гибка металла в которых происходит при приложении силы в определенном месте. Эти агрегаты дают возможность изогнуть листовой материал по прямой под любым углом — от нескольких градусов до почти 360°.
Для гибки листового металла
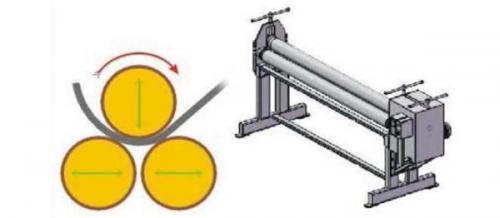
Для получения радиального изгиба металлического листа
Все эти устройства относят к листогибочным станкам. Своими руками сделать проще всего агрегат первой группы, чуть сложнее — третьей (вальцы для листового металла). Вот о них и поговорим — от том как сделать листогиб своими руками.
Простые ручные
Фасонные детали из металла стоят немалых денег. Даже больше чем профнастил или металлочерепица, потому имеет смысл сделать простейший станок для гибки листового металла, а с его помощью изготовить столько углов, отливов и других подобных деталей, сколько вам нужно, причем исключительно под свои размеры.
Если волнуетесь насчет внешнего вида, то зря. В продаже сегодня есть листовой металл не только оцинкованный, но и окрашенный. Во всех конструкциях фиксируется лист плотно, так что при работе не скользит по столу, а значит, краска не стирается и не царапается. В местах изгиба она тоже не повреждается. Так что вид у изделий будет вполне приличный. Если постараться, так выглядеть будут даже лучше, чем то что продают на рынке.
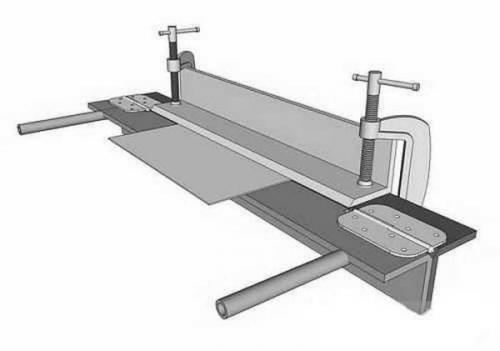
Мощный листогиб из тавров
Для этого листогибочного станка потребуется ровная поверхность (стол), желательно металлическая, три уголка с шириной полки не менее 45 мм, толщиной металла не менее 3 мм. Если планируете гнуть длинные заготовки (более метра), желательно и полки брать шире, и металл толще. Можно использовать тавры, но это — для гибки листов металла большой толщины и длины.
Еще понадобятся металлические дверные петли (две штуки), два винта большого диаметра (10-20 мм), «барашки» на них, пружина. Еще нужен будет сварочный аппарат — приварить петли и сделать отверстия (или дрель со сверлом по металлу).
Для самодельного листогиба был использован тавр на 70 мм — три куска по 2,5 м, два болта 20 мм диаметром, небольшой кусок металла толщиной 5 мм (для вырезания укосин), пружина. Вот порядок действий:
- Два тавра складывают, с двух концов вырезают в них под петли выемки. Края выемок скашивают под 45°. Третий тавр обрезают точно также, только глубину выемки делают немного больше — это будет прижимная планка, так что она должна ходить свободно.

Вырезаем выемки под петли

Хорошо провариваем петли





К шляпке болта приварить отрезки арматуры

Самодельный листогиб в процессе работы
Этот вариант очень мощный — можно гнуть длинные заготовки и лист солидной толщины. Не всегда такие масштабы востребованы, но уменьшить можно всегда. В видео предложена похожая конструкция меньшего размера, но с другим креплением прижимной планки. Кстати, никто не мешает на винт тоже установить пружину — проще будет поднимать планку. А интересна эта конструкция тем, что можно на ней делать отбортовку, что обычно такие устройства не умеют.
Из уголка с прижимной планкой другого типа
Эта модель сварена из толстостенного уголка, станина сделана как обычный строительный козел, который сварен из того же уголка. Ручка — от багажной тележки. Интересная конструкция винтов — они длинные, ручка изогнута в виде буквы «Г». Удобно откручивать/закручивать.

Небольшой ручной листогиб для самостоятельного изготовления
В данном самодельном станке для гибки листового металла есть много особенностей:
- Уголки расположены не полочками друг к другу, а направлены в одну сторону. Из-за этого крепление петли получается не самым удобным, но сделать можно.


Как штампуют кузовные детали. Штамповая оснастка
Штамп – точнейший инструмент. То, что он призван обеспечивать размеры и геометрию изделия, понятно. Но это еще не все. Важно, чтобы по окончании штамповки в детали не возникали паразитные остаточные напряжения. Тогда крыло, встав на кузов, не пойдет винтом, а капот не станет «горбить». Как учесть эти тонкости?
Начнем с того, что кузовные детали марки «Начало» производятся по оригинальным ТУ и чертежам. Для большей части ассортимента предприятие изготавливает штампы самостоятельно, в собственном инструментальном цехе.
Разработка и проектирование штампов ведется с помощью систем автоматизированного проектирования – САПР.
Впрочем, сегодня в ходу англоязычная аббревиатура CAD – Computer Aided Design. Но сути это не меняет.
Для обеспечения идеальной «стыковки» детали с заводским кузовом (да простят меня читатели за «космические» термины) применяется математическое моделирование рабочих поверхностей штамповой оснастки.
И вот цифровая модель штампа в памяти компьютера. Наступает этап ее «материализации». Это поручается высокоточному фрезерному станку с ЧПУ (по-английски – Computer Numeric Control, сокращенно CNC). В итоге точность полученного штампа – идеальная, время освоения новых изделий – минимальное, человеческий фактор практически отсутствует.
Но что важно: на стадии подготовки производства штамповал и сварочная оснастка проходит многократные проверки на соответствие 30-модели, созданной по заводскому чертежу детали.
Для контроля используется современное координатноизмерительное оборудование HERA SP 12-9-7 (Италия) и КИМ FARO Platinum 10 с лазерной сканирующей головкой (Швейцария). Так что любые отклонения формы и размеров штампа от 30-модели отслеживаются буквально «до рождения». И, понятно, своевременно устраняются.
В итоге форма и размеры штампуемых кузовных деталей в точности соответствуют оригинальным изделиям. Так что со штамповой оснасткой в ПО «Начало» полный порядок.
Оборудование для изготовления кузовных деталей. Nissan создал универсального робота по производству кузовных деталей для старых машин

Владельцы классических автомобилей отлично знают, насколько тяжело найти для них запчасти. Не в последнюю очередь это касается кузовщины, которая давно не выпускается: приходится искать ее по разборкам и барахолкам, либо варить и гнуть то, что есть под рукой. Похоже, Nissan придумал выход из ситуации: он представил уникального робота, способного изготовить практически любую запчасть.
Обычно кузовные элементы штампуются. Однако никто не будет изготавливать матрицу и делать станок под единичную деталь. Именно в этой сфере и пригодится новая установка. Чтобы решить эту проблему, Nissan разработал и запатентовал технику, которую он назвал двусторонним бесштамповочным формованием.
Для создания деталей используются два синхронизированных робота, расположенных по обе стороны от стального листа. Они постепенно формируют металл с помощью инструментов с алмазным покрытием. Для производства требуемого элемента необязательно даже создавать его 3D-модель: можно взять имеющуюся деталь и поместить ее в 3D-сканер. После этого робот сам создаст ее копию.
По словам инженеров Nissan, сами по себе подобные роботы не представляют особой сложности: главной проблемой стала разработка программного обеспечения, которое смогло бы точно синхронизировать действия двух манипуляторов. В итоге с помощью передового ПО эта установка способна изготавливать выпуклые и вогнутые детали с высокой степенью точности.
На разработку новой установки ушло больше пяти лет. Nissan собирается использовать технологию пошаговой формовки для производства деталей для старых машин, которые давно не выпускаются. К примеру, это могут быть элементы для прежних поколений Nissan Skyline: R32, R33 и R34 GT-R.
Но есть одна проблема. На изготовление одной детали уходит довольно много времени. К примеру, на выпуск задней панели для Skyline ушло 23 часа. Капот для современного Nissan Note отнял пять часов. Даже простенькие усилители кузова, которые на обычном прессе выскакивают каждую секунду, заняли робота на пару часов.
Пока Nissan не говорит о предполагаемой цене выпущенных на таком автомате деталей, но с учетом огромных временных затрат стоимость не может быть низкой.

